
Cross Hatch Paint Adhesion Test Kit
Cross Hatch Paint Adhesion Test Kit
- A kit of items perfect for any type of flat surface cross hatch adhesion test
- BLADES NOT INCLUDED, but required for use. Click Here or visit the Accessories tab below to pick the best one for your application
Select your Model
Enter a value between 1 and 100000000 in increments of 1.
excl. taxes & shipping cost
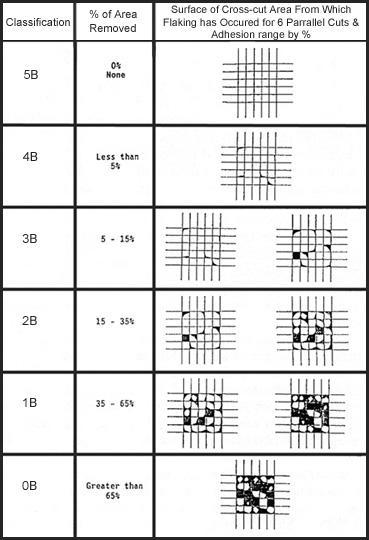
- The Paint Adhesion Test Kit, (P.A.T.) is a visual adhesion test produced by GARDCO, used for evaluating adhesion by cutting the paint or coating into small squares (cross-hatches), thereby reducing lateral bonding
- It contains tools and materials needed for conducting adhesion tests on paints and coatings, EXCEPT FOR THE BLADES (choose the one that fits your application best HERE)
- It is in accordance with ASTM Test Method D3359, method B and DIN Standard No. 53151
- The ergonomic handle design gives comfortable and precision control in cross hatch testing and helps keep your hand in a natural position, preventing strain and fatigue, great for both right and left handed people
- There are two kits available:
- The Cross Hatch Test Kit (12596) is great for any type of flat surface cross hatch adhesion test
- The Cross Hatch Radius Test Kit (14407) is ideal for curved surfaces, surfaces with a radius and pipes
- ALL BLADES are sold separately so you can choose what works best for your application. Find them in the Accessories tab below or Click Here - options include:
- Blade cutters with 4, 5, 6, 11, 14 and 16 teeth
- Blade cutters for pipe radius
- Variable spaced blade cutters (Due to the accuracy of the spacings and the speed with which the test can be conducted, it is the preferred tool for use in this test except when evaluations must be made on coatings applied to surfaces which are neither flat or relatively smooth. Under these adverse conditions a single razor blade type cutter is often desirable under method A of ASTM.)
| Technical Data Chart | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Data |
As general guide for coatings having a dry film thickness up to and including 2.0 mils (50 µm) space the cuts 1 mm apart and make eleven cuts (12603) unless otherwise agreed upon. For coatings having a dry film thickness between 2.0 mils (50 µm) and 5 mils (125 µm), space the cuts 2 mm apart and make six cuts (12610) unless otherwise agreed upon. For coatings having a thickness greater than 5 mils (125 µm) space the cuts 5.0 mm apart and make 5 cuts (12633) unless otherwise agreed upon. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ASTM | D3359 F1842 |
|---|---|
| DIN | 53151 |
| ISO | 2409 |
- Blade holder/handle
- Hex wrench for changing blades
- Flaking brush
- 5x LED hand held magnifier w/batteries (magnifier has 2 LED lights and 1.5" glass lens)
- Polyester Rope Fiber Laminate tape (12648)
- Instruction guide
- Sturdy plastic carrying case with handle
- Blades sold separately - Click Here.
- ASTM D3359 Reprint is not included, can be purchased separately (12649)
Manuals
- Cross-Hatch-Kit-PAT-Manual.pdf
Cross-Hatch-Kit-PAT-Manual.pdf
- Prepare test specimen as outlined in ASTM D3359.
- Position the blade in the handle with the holes facing the securing set screws, take care not to over tighten.
- Place the cutter assembly on the test specimen so that the guide and cutter rests on the substrate.
- Grasp handle and rotate it upward with respect to the line of contact of the guide with the test surface. During this motion, the tips of the cutter first contact the test surface when the top of the handle is about seven degrees with respect to the test surface. Continue this motion until the top surface of the handle is elevated to about 15 degrees. This is the correct attitude of the cutter assembly for the test.
- Apply enough pressure on the handle to insure that all of the cutter tips penetrate the test specimen supporting base, pull assembly along the test surface through 0.75 to 1 inch. Repeat this procedure with a second cut intersecting the first pattern at 90° (±5°). Evaluate results of the test as indicated in ASTM D3359, method B.
Tips: Before shipment, our blades must pass a cutter blade tooth accuracy inspection check. You can periodically check the accuracy of your cutter blade in the same manner. Use a small piece of polished plate glass. With a match or lighter, smoke a portion of the glass. This will leave an extremely black thin film. With the blade mounted in the handle, pull it across the film. All teeth should make tracks. If all teeth do not touch when used on a coated panel it will indicate that the panel surface is not plane or one or more of the teeth have been damaged.
Some customers using the cross-cut (or cross-hatch) adhesion blades have had problem getting all the teeth to cut evenly through their coating. From our experience, we have found that uneven cutting is usually due to warped panels. When using the crosscut blades, it is important that the panel being scratched be supported by a flat, rigid table or surface. Additionally, sufficient force must be used for the blades to cut completely through the coating. Often this is a catch-22 situation. If your panel is not supported sufficiently, then more applied pressure simply bends the panel.

Adhesive Tape for ASTM D3359
Article No: 8660

Custom Case Adhesion Kit 3-1/8 x 1-1/8"
Article No: 10834

Variable Spaced Blade, 14 Teeth
Article No: 12599

Fine Blade, 1mm 6 Teeth
Article No: 12600

Fine Blade, 1mm 6 Teeth w/Cert
Article No: 12601

Fine Blade, 1mm 11 Teeth
Article No: 12603

Medium Blade, 1.5mm 11 Teeth
Article No: 12605

Medium Blade, 1.5mm 11 Teeth w/Cert
Article No: 12606

Coarse Blade, 2mm 11 Teeth
Article No: 12608

Coarse Blade, 2mm 11 Teeth w/Cert
Article No: 12609

Coarse Blade, 2mm 6 Teeth
Article No: 12610

Coarse Blade, 2mm 6 Teeth w/Cert
Article No: 12611

Very Coarse Blade, 3mm 6 Teeth
Article No: 12612

Very Coarse Blade, 3mm 6 Teeth w/Cert
Article No: 12613

Cross Hatch Handle Aluminum
Aluminum Cross Hatch Handle
Article No: 12614

Allen Wrench for PAT Kit
Article No: 12616

Coarse Blade, 2.4mm 4 Teeth
Article No: 12632

Thick Coating Blade, 5mm 5 Teeth
Article No: 12633

API RP 5L2 Blade, 1.6mm 16 Teeth
Article No: 12634

Handheld 5X Illuminated Magnifier
Article No: 12645

Scrub Brush for PAT Kit
Article No: 12647

D-3359 ASTM Reprint
Article No: 12649

Nichiban LP-24 Tape
Article No: 12651

Set Screws "2 per pack"
Article No: 15178

Fine Blade, 1mm 11 Teeth w/Cert
Article No: 15505

API RP 5L2 Blade, 1.6mm 16 Teeth w/Cert
Article No: 15509

Coarse Blade, 2.4mm 4 Teeth w/Cert
Article No: 15510

Thick Coating Blade, 5mm 5 Teeth w/Cert
Article No: 15511

Variable Spaced Blade, 14 Teeth w/Cert
Article No: 15512

Adhesion Tape 90 yds x 1"- ASTM D3359
Article No: 15513

Wooden handle with Pivoting Head
Article No: 15532

Cross Hatch Radius Test Kit
Article No: 14407